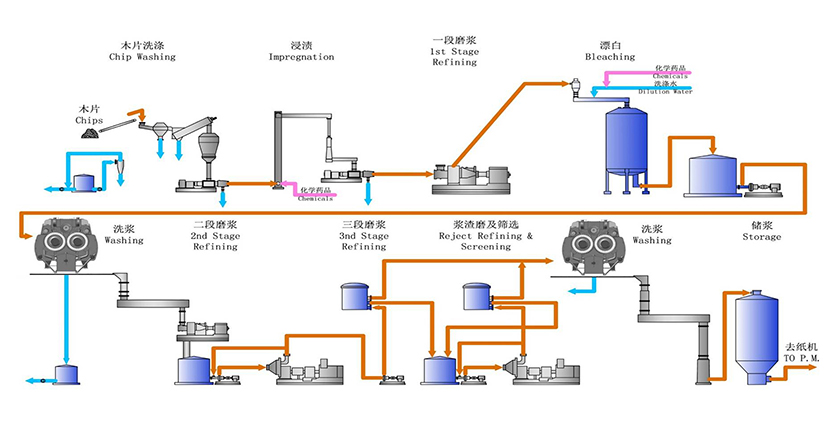
Low solid continuous cooking process. Main equipment for steaming and boiling The equipment in the vertical continuous cooking system can be divided into: wood chip feeding system, digester system, and digester Heat recovery system, black liquor filtration system, condensate water system of digester, and gas condenser system for wood chip silo discharge.
The equipment in the vertical continuous cooking system can be divided into: wood chip feeding system, digester system, and digester Heat recovery system, black liquor filtration system, condensate water system of digester, and gas condenser system for wood chip silo discharge.
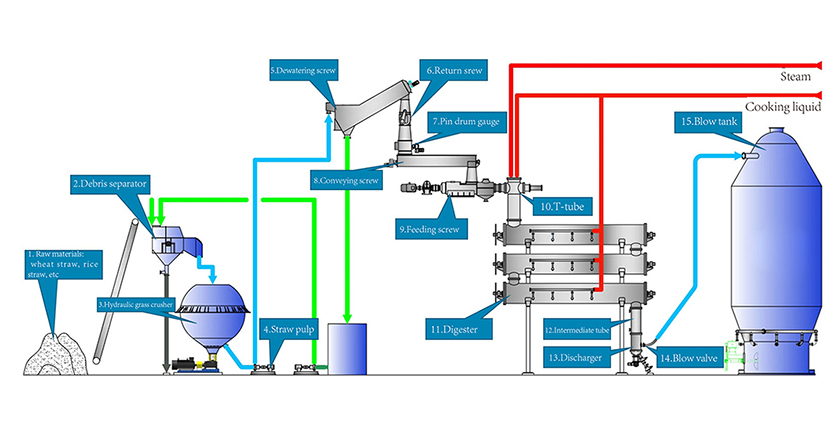
The digester system contains very few equipment, only two devices: the digester and the unloader. The digester is the core of the entire cooking system and the main equipment for converting wood chips into coarse pulp. The steamer is divided into six areas: gas-phase heating zone, impregnation zone, upper extraction zone, upper steaming zone, lower steaming zone, and washing zone. Another partitioning method is to divide the digester into four areas: top pre soaking area, upper extraction area, middle circulation area, and washing area.
The temperature of the cooking liquid extracted from the washing grate is higher than that of the extracted liquid. So, the first step in washing the extraction solution is to pass through a steam economizer used for heating cold white liquor, and the heated white liquor enters the cooking cycle. These two line is controlled through process, so there is no temperature control on DCS.
The extracted liquid from the reboiler enters the black liquid filter, and the filtered liquid is sent to evaporation. The inlet pressure of the reboiler tube side is controlled by a dedicated pressure controller. The temperature of the black liquid passing through the black liquid filter is about 120 ℃, so the pressure control valve is installed on the pipeline in the evaporation area to prevent flash evaporation. The set value of the inlet pressure controller for the reboiler tube side is usually close to 6 bar. The fibers recovered by the black liquor filter are sent to the feeding line or spray pot, and the flow rate of the recovered fibers is controlled through a dedicated flow control valve. The large pressure difference on both sides of the filter frame indicates that the screen is blocked. When the kappa number is very low, it is important to observe the pressure difference because more fibers are mixed in the extracted black liquid, which can easily form blockages.
The purpose of the wood chip bin exhaust gas condenser system is to condense the non condensable gas and steam discharged from the wood chip bin. The dirty condensate water is sent to the dirty condensate water tank by the dirty condensate water pump. Low concentration non condensable gases are sent to the non condensable gas system by the exhaust fan. Steam and other gases are discharged from the exhaust port of the wood chip bin, and then separated from the carried wood chips through a wood chip separator. The sawdust separator has a tangential inlet to guide sawdust and impurities towards the outer wall, while steam and air move to the top center outlet. Intermittent water spraying is controlled through a flushing valve to flush the wood chips back into the wood chip bin from the wood chip separator. If the slag discharge line is blocked, a manual steam valve can be used to flush and clear the pipeline.



MAIN EQUIPMENT
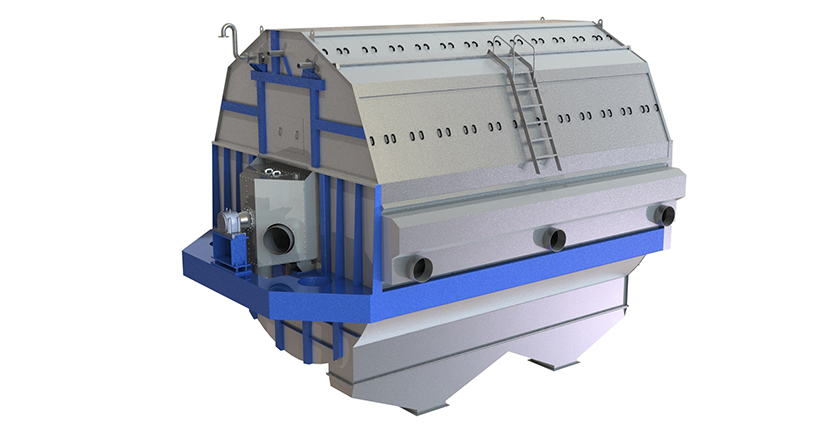
Feed system
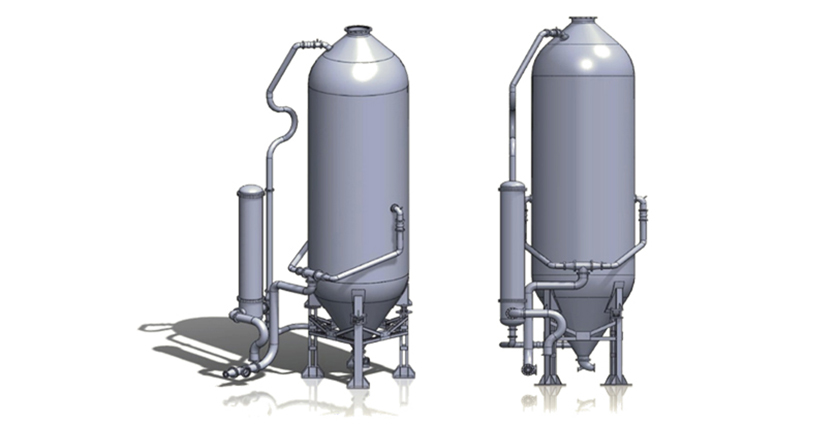
Vertical continuous digester
Oxygen delignification reaction tower
Liquid medicine circulation system